信息來源于:互聯網 發布于:2022-01-18

人機料法環測是對全面質量管理理論中的六個影響產品質量的主要因素的簡稱。一篇關于人、機、料、法、環、測的解析文章,請收好!
首先我們來了解一下什么是5M1E?
a) 人(Man):操作者對質量的認識、技術熟練程度、身體狀況等;
b) 機器(Machine):機器設備、測量儀器的精度和維護保養狀況等;
c) 材料(Material):材料的成分、物理性能和化學性能等;
d) 方法(Method):這里包括生產工藝、設備選擇、操作規程等;
e) 測量(Measurement):主要指測量時采取的方法是否標準、正確;
f) 環境(Environment):工作地的溫度、濕度、照明和清潔條件等;
由于這五個因素的英文名稱的第一個字母是M和E,所以常簡稱為5M1E。
我們知道工序是產品形成的基本環節,工序質量是保障產品質量的基礎,工序質量對產品質量、生產成本、生產效率有著重要影響。
工序標準化作業對工序質量的保證起著關鍵作用,工序標準化在工序質量改進中具有突出地位。
工序質量受5M1E即人、機、料、法、環、測六方面因素的影響,工序標準化就是要尋求5M1E的標準化。
那么我們如何控制這六個因素形成標準化以達到穩定產品質量的目的呢?
1、操作人員因素(人)
人的分析:
1)技能問題?
2)制度是否影響人的工作?
3)是選人的問題嗎?
4)是培訓不夠嗎?
5)是技能不對口嗎?
6)是人員對公司心猿意馬嗎?
7)有責任人嗎?
8)人會操作機器?人適應環境嗎?人明白方法嗎?人認識料嗎?
主要控制措施:
(1)生產人員符合崗位技能要求,經過相關培訓考核。
(2)對特殊工序應明確規定特殊工序操作、檢驗人員應具備的專業知識和操作技能,考核合格者持證上崗。
(3)操作人員能嚴格遵守公司制度和嚴格按工藝文件操作,對工作和質量認真負責。
(4)檢驗人員能嚴格按工藝規程和檢驗指導書進行檢驗,做好檢驗原始記錄,并按規定報送。
2、機器設備因素(機)
機的分析:
就是指生產中所使用的設備、工具等輔助生產用具。生產中,設備的是否正常運作,工具的好壞都是影響生產進度,產品質量的又一要素。
1)選型對嗎?
2)保養問題嗎?
3)給機器的配套對應嗎?
4)做機器的人對嗎?機器的操作方法對嗎?機器放的環境適應嗎?
機器設備的管理分三個方面,即使用、點檢、保養。使用即根據機器設備的性能及操作要求來培養操作者,使其能夠正確操作使用設備進行生產,這是設備管理最基礎的內容。
點檢指使用前后根據一定標準對設備進行狀態及性能的確認,及早發現設備異常,防止設備非預期的使用,這是設備管理的關鍵。
保養指根據設備特性,按照一定時間間隔對設備進行檢修、清潔、上油等,防止設備劣化,延長設備的使用壽命,是設備管理的重要部分。
主要控制措施有:
(1)有完整的設備管理辦法,包括設備的購置、流轉、維護、保養、檢定等均有明確規定。
(2)設備管理辦法各項規定均有效實施,有設備臺賬、設備技能檔案、維修檢定計劃、有相關記錄,記錄內容完整準確。
(3)生產設備、檢驗設備、工裝工具、計量器具等均符合工藝規程要求,能滿足工序能力要求,加工條件若隨時間變化能及時采取調整和補償,保證質量要求。
(4)生產設備、檢驗設備、工裝工具、計量器具等處于完好狀態和受控狀態。
3、材料因素(料)
料的分析:
1)是真貨嗎?
2)型號對嗎?
3)有保質期嗎?
4)入廠檢驗了嗎?
5)用的符合規范嗎?
6)料適應環境嗎 ,料與機器配合的了嗎,料和其它料會不互相影響?
主要控制措施有:
(1)有明確可行的物料采購、倉儲、運輸、質檢等方面的管理制度,并嚴格執行。
(2)建立進料檢驗、入庫、保管、標識、發放制度,并認真執行,嚴格控制質量。
(3)轉入本工序的原料或半成品,必須符合技術文件的規定。
(4)所加工出的半成品、成品符合質量要求,有批次或序列號標識。
(5)對不合格品有控制辦法,職責分明,能對不合格品有效隔離、標識、記錄和處理。
(6)生產物料信息管理有效,質量問題可追溯。
4、工藝方法的因素(法)
法的分析:
1:是按法做的嗎?
2:看的明白嗎?
3:寫的明白嗎?
4:法適合嗎?
5:有法嗎?
6:方法是給對應的人嗎?方法在這個環境下行嗎?
主要控制措施有:
(1)工序流程布局科學合理,能保證產品質量滿足要求。
(2)能區分關鍵工序、特殊工序和一般工序,有效確立工序質量控制點,對工序和控制點能標識清楚。
(3)有正規有效的生產管理辦法、質量控制辦法和工藝操作文件。
(4)主要工序都有操作規程或作業指導書,操作文件對人員、工裝、設備、操作方法、生產環境、過程參數等提出具體的技術要求。特殊工序的工藝規程除明確工藝參數外,還應對工藝參數的控制方法、試樣的制取、工作介質、設備和環境條件等作出具體的規定。
(5)工藝文件重要的過程參數和特性值經過工藝評定或工藝驗證;特殊工序主要工藝參數的變更,必須經過充分試驗驗證或專家論證合格后,方可更改文件。
(6)對每個質量控制點規定檢查要點、檢查方法和接收準則,并規定相關處理辦法。
(7)規定并執行工藝文件的編制、評定和審批程序,以保證生產現場所使用文件的正確、完整、統一性,工藝文件處于受控狀態,現場能取得現行有效版本的工藝文件。
(8)各項文件能嚴格執行,記錄資料能及時按要求填報。
5、環境的因素(環)
環的分析:
1、在時間軸上環境變了嗎?
2、光線、溫度、濕度、海拔、污染度考慮了嗎?
3、環境是安全的嗎?
4、環境是人為的嗎?小環境與大壞境能并容嗎?
(1)工作場所環境。指各種產品、原材料的擺放,工具、設備的布置和個人5S。
(2)對危險品控制。一是化學物品的堆放,諸如酒精、天那水之類。二是生產過程中產品對六種化學物質的控制(鉛、汞、鎘、六價鉻、多溴聯苯、多溴二苯醚)
(3)生產環境。指具體生產過程中針對生產條件對溫度、濕度、無塵度等要求的控制。
主要控制措施有:
(1)有生產現場環境衛生方面的管理制度。
(2)環境因素如溫度、濕度、光線等符合生產技術文件要求。
(3)生產環境中有相關安全環保設備和措施,職工健康安全符合法律法規要求。
(4)生產環境保持清潔、整齊、有序,無與生產無關的雜物。可借鑒5S相關要求。
(5)材料、半成品、用具等均定置整齊存放。
(6)相關環境記錄能有效填報或取得。
6、測量的因素(測)
測的分析:
1:工序檢驗策劃文件準備好了嗎?
2:工序測量器具配置齊全了嗎?性能滿足要求嗎?定期計量嗎?
3:檢驗策劃合理嗎?
4:檢查人員資質符合嗎?
5:交檢交驗點合理嗎?
主要控制措施包括:
(1)確定測量任務及所要求的準確度,選擇使用的、具有所需準確度和精密度能力的測試設備。
(2)定期對所有測量和試驗設備進行確認、校準和調整。
(3)規定必要的校準規程。其內容包括設備類型、編號、地點、校驗周期、校驗方法、驗收方法、驗收標準,以及發生問題時應采取的措施。
(4)保存校準記錄。
(5)發現測量和試驗設備未處于校準狀態時,立即評定以前的測量和試驗結果的有效性,并記入有關文件。
工序標準化對5M1E提出了明確要求,我們應將工序標準化工作納入工序質量改進的整體計劃之中。在制定相關標準化要求基礎上,通過工序質量的調查與分析,發現工序標準化各具體要求的執行偏差,進而采取改進措施。通過工序質量改進的持續循環,促進工序標準化的真正實現和持續改進,從而實現工序質量的持續改進。
附:5M1E的應用
現場管理
工序標準化:工序標準化作業對工序質量的關鍵,工序標準化在工序質量改進中具有突出地位,工序質量受5M1E即人、機、料、法、環、測六方面因素的影響,所以工作標準化就是要尋求5M1E的標準化;
質量改進:5M1E是六個影響產品質量的主要因素,是分析質量問題產生的主要方向;
管理改進:5M1E是現場管理的根本,是提升管理水平的主要方向;
設計方案驗證:在設計階段充分進行5M1E分析和驗證,可以使設計方案更符合工作作業要求。
解決問題:
5M1E是我們分析和思考問題的方向,要解決現場問題還要和其他管理工具相結合使用,以發現問題產生的根本原因并制定相應的改進措施。常見的工具有以下幾種:
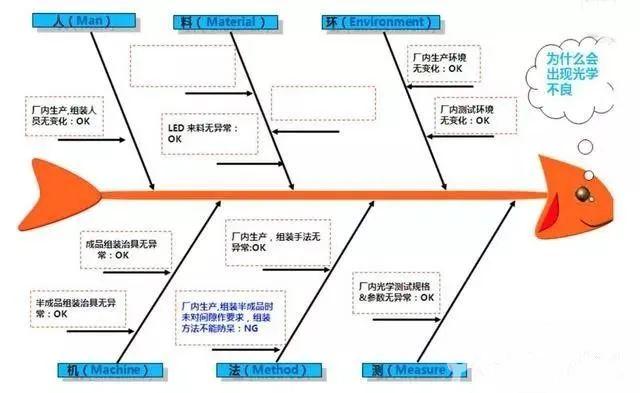
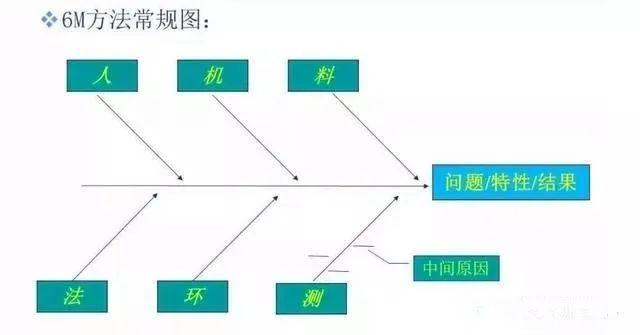
1、魚骨圖/魚刺圖/石川圖分析法
2、故障樹分析法
3、頭腦風暴法
4、5WHY分析法
5、5W2H分析法